




















Frequently Asked Questions
What is a roll cage and how is it used?
A roll cage, also called a roll container or roll pallet, is a wheeled cage used to transport goods efficiently and safely. They are widely used in industries like retail, warehousing, and healthcare to move stock from delivery trucks to storage or shop floors.
What is the difference between an A-Frame and a Z-Frame roll cage?
A-Frame cages nest in a straight line for efficient truck transport, while Z-Frame cages nest in a staggered formation that saves space on-site and provides more stability on uneven surfaces.
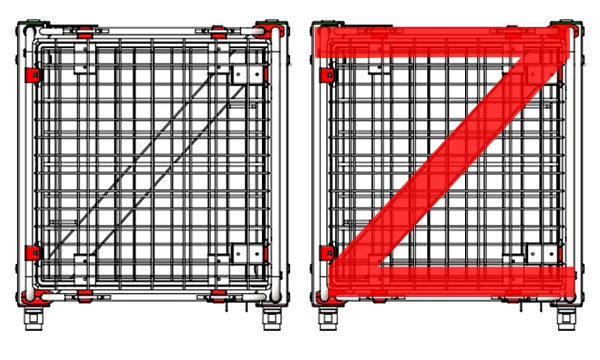
A-Base or H-Frame Roll Cages
- The letter refers to the base/chassis frame – they are either an “A” or also known as “H” shape.
- The “A” frame nest in a straight line for easy storage and transportation.
- High quality design & manufacture with zinc plated finish.
- Easily add extra shelves or accessories as required.
- Multiple choice of wheel types available.
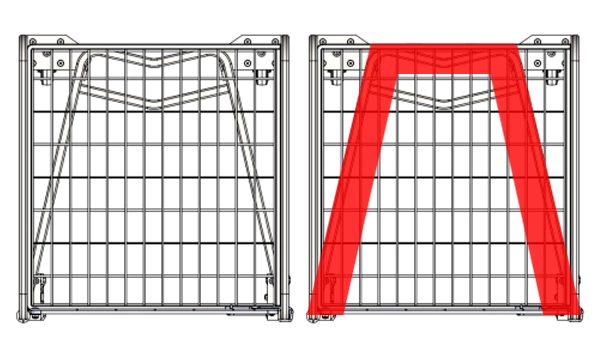
Z-Base Roll Cages
- The base of the roll cages is in a “Z” shape and only nests with other “Z” base cages/trolleys.
- High quality design & manufacture with zinc plated finish.
- All door hinges & latches are enclosed within a smooth plastic casing for improved OH&S.
- The castors of the “Z” base roll cages are all bolted to an underside channel – this allows the castors to be bolted on/off.
How do I choose between a 2, 3, or 4-sided roll cage?
A 2-sided cage suits oversized items, a 3-sided cage allows quick access for order picking, and a 4-sided cage offers full containment for securing loose or fragile items during transit.
What are the main safety benefits of using roll cages?
They reduce manual lifting, lowering the risk of back injuries, and their enclosed design prevents items from falling. Integrated brakes ensure safe parking, improving workplace safety.
How do roll cages help save space in my warehouse or store?
Nestable or collapsible designs allow unused cages to be compacted together, reducing storage footprint and freeing up valuable floor space.
How do I properly load a roll cage to ensure stability and safety?
Place heavier items on the bottom and lighter ones on top. Ensure loads are stable and evenly distributed to avoid tipping during movement.
What regular maintenance should I perform on my roll cages?
Inspect frames for damage, ensure castors swivel and brakes work, and check shelves and latches. Keep maintenance logs and address rust or wheel issues promptly.
Are roll cages suitable for use in cold storage or freezers?
Yes. Zinc-plated roll cages resist corrosion, making them suitable for cool rooms and freezers where condensation is common.
Can Richmond provide custom-designed roll cages for my specific needs?
Yes. Richmond can design and manufacture roll cages tailored to specific operational requirements not met by standard models.
How do roll cages improve efficiency in e-commerce fulfilment?
They act as mobile picking carts, allowing workers to consolidate orders into one cage. This improves accuracy, reduces handling time, and streamlines packing and shipping.
What are the key safety guidelines for moving roll cages in public areas like supermarkets?
Maintain a clear line of sight and avoid stacking goods too high. Use a spotter if loads block vision, move at a controlled pace, and operate during quieter times when possible.
Roll Cages & Laundry Trolleys
Richmond supplies a comprehensive range of roll cages, roll cage trolleys and laundry trolleys designed to improve safety, speed and space efficiency across warehouses, logistics operations, retail stores, healthcare facilities and industrial workplaces. Built for demanding Australian environments, these mobile transport systems help businesses streamline internal logistics while reducing manual handling and improving stock control.
Whether you are replenishing supermarket shelves, picking orders in a warehouse, transporting medical supplies or handling commercial laundry loads, a roll cage allows staff to move bulk goods with fewer handling steps and less risk of product damage. Each cage acts as a secure, mobile and self-contained load, helping improve workplace efficiency, reduce transport time and save valuable floor space.
Richmond’s range includes 2-sided roll cages, 3-sided roll cages and 4-sided roll cages, available in multiple configurations to suit different industries, load capacities and transport requirements. From compact order-picking cages through to heavy duty industrial transport solutions, Richmond supplies roll cages designed for both light and high-volume material handling applications.
Constructed from durable zinc-plated steel, Richmond roll cages are designed for long-term use in demanding environments where durability, corrosion resistance and reliability are essential. Zinc-plated finishes help protect against moisture, cleaning chemicals and general operational wear, making these cages suitable for warehouses, loading docks, retail environments, healthcare facilities and food-related applications.
For hygiene-sensitive environments such as healthcare, food handling and commercial laundries, plastic and easy-clean configurations are also available to support cleanliness and operational safety requirements.
Optimise Internal Logistics
Roll cages play an important role in improving internal logistics by allowing operators to transport larger loads more efficiently throughout warehouses, distribution centres and commercial workplaces. By reducing repeated lifting and unnecessary handling, roll cages help improve productivity while lowering the risk of workplace injuries and damaged stock.
These mobile handling systems are commonly used for:
- Warehouse order picking and replenishment
- Retail stock movement and supermarket restocking
- Commercial laundry and linen handling
- Medical supply and hospital logistics
- Manufacturing component transport
- Freight consolidation and dispatch preparation
- Back-of-house storage and inventory transfers
Because each cage acts as a contained mobile load, operators can transport stock directly between receiving, storage and dispatch areas with fewer handling steps. This improves accuracy, reduces product loss and helps save time on the warehouse floor.
When not in use, nestable and collapsible roll cage designs help reduce storage footprint, freeing up valuable floor space in busy workplaces. Richmond’s range includes both A-Base and Z-Base configurations to suit different operational requirements and storage layouts.
- A-Base Roll Cages: Also known as H-Frame roll cages, these models nest in a straight line for predictable storage and efficient return freight handling.
- Z-Base Roll Cages: Designed with a staggered nesting pattern that reduces storage footprint and improves manoeuvrability in tighter workspaces.
Roll Cage Types & Applications
2-Sided Roll Cages
2-sided roll cages provide easy access for loading and unloading oversized or bulky items. These models are commonly used in retail replenishment, freight handling and warehouse picking applications where fast stock access is important.
Optional shelves and accessories allow operators to improve organisation while maintaining flexibility for different load sizes and stock profiles.
3-Sided Roll Cages
3-sided roll cages offer improved stock containment while still allowing quick front access during picking and replenishment tasks. These cages are widely used in warehouses, distribution centres and retail backrooms where efficient stock handling is critical.
3-sided configurations help improve order picking speed while reducing the risk of items shifting during movement.
4-Sided Roll Cages
4-sided roll cages provide full stock containment for loose cartons, fragile goods and high-volume transport applications. These enclosed cage systems improve load security and help minimise stock damage during movement.
4-sided cages are commonly used for warehouse transport, freight movement, dispatch preparation and inventory handling where additional product protection is required.
Security Roll Cages
Security roll cages are designed for transporting high-value goods, sensitive inventory and controlled stock safely throughout warehouses and logistics operations.
These enclosed cage systems improve stock security during storage and transport while helping reduce product loss and unauthorised access.
Heavy Duty Roll Cages
Heavy duty wire roll cages are built for industrial applications involving higher load capacities and frequent daily use. Reinforced construction and durable components make these models suitable for manufacturing, warehousing and demanding transport environments.
These heavy duty cages are designed to withstand constant movement, repetitive loading and industrial operating conditions.
Roll Cage Accessories & Customisation
Richmond also supplies a full range of roll cage accessories to help businesses customise cages for different stock types, operational workflows and transport requirements.
Available accessories include:
- Removable wire shelves
- Heavy duty tube shelves
- Fixed swing-up shelves
- Security covers and zippered enclosures
- Load restraint straps
- Additional doors and cross bars
- Replacement castors and handling components
These accessories help improve stock organisation, increase load stability and allow cages to adapt to changing warehouse and logistics requirements.
Ergonomic handles, bolted-on castors and integrated brake systems all contribute to safer movement and improved control across loading docks, ramps, warehouse aisles and commercial environments.
Key Features & Benefits
- Zinc-plated steel construction for corrosion resistance and long-term durability
- A-Base and Z-Base nesting configurations for efficient storage and transport
- Light, medium and heavy duty models available
- Bolted castors for easier maintenance and replacement
- Integrated brake options for improved workplace safety
- Optional shelves, straps, doors and security covers
- Low-noise options for retail and healthcare environments
- Custom sizes and configurations available
Using roll cages throughout warehouses and logistics operations can help businesses:
- Improve productivity during picking and replenishment tasks
- Reduce injury risk by limiting manual handling and awkward lifting
- Protect stock during transport and storage
- Improve inventory organisation and handling efficiency
- Reduce handling time and labour requirements
- Save floor space with nestable and collapsible cage designs
Custom Roll Cage Solutions Across Australia
Richmond also provides custom roll cage and trolley manufacturing through our in-house engineering team. Whether you require a specific cage size, shelving layout, castor setup, security configuration or specialised handling solution, we can design a system tailored to your operation.
Our custom solutions are designed to suit unique operational workflows, specialised load requirements and demanding industrial environments across warehousing, healthcare, manufacturing, retail and logistics industries.
With over 65 years of experience supplying rolling equipment across Australia, Richmond is a leading supplier of durable material handling solutions designed for long-term workplace performance.